-
Alumaloy?
Does any one have experience using any of these aluminum brazing or soldering products? I want to fasten a filler neck into a sheet metal tank. I want an alternative to welding that wont distort the tank and would allow the neck to be removed later without destroying the tank.
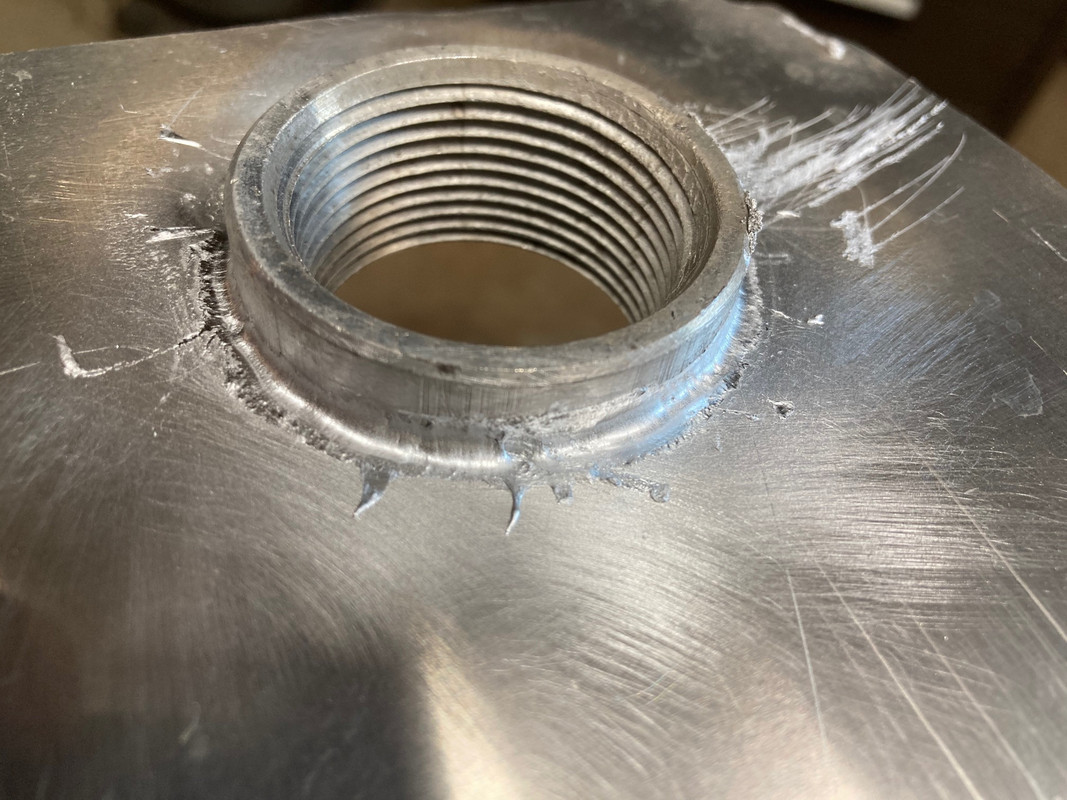
Here's a picture of the first one I tried with a low melt rod for practice. I think it's the one from Magtorch, I give it double thumbs down. It claims to melt at 700F but by the time I got it even close to flowing my base metal had slumped.


-
-
Re: Alumaloy?
Are you scratching the surface with the rod. Scratching breaks up the onsite that forms as you heat. Doesn't look like you brushed it at all. But as heating vigorously scratch the surface. Your heating the metal not the rod. So you want concentrate hear on the bushing while scratching the joint. It will flow shiney/smooth.
I have used HF stuff a couple times.
-
Re: Alumaloy?

Originally Posted by
tapwelder

Are you scratching the surface with the rod. Scratching breaks up the onsite that forms as you heat. Doesn't look like you brushed it at all. But as heating vigorously scratch the surface. Your heating the metal not the rod. So you want concentrate hear on the bushing while scratching the joint. It will flow shiney/smooth.
I have used HF stuff a couple times.
OK. I tried to scratch at what I have while heating and it never really wets out like I've seen in videos of the HF product. I see others also use the scratching method to get it to wet. The product I have just won't seem to flow so I think I need to make a trip to HF.
-
Re: Alumaloy?
you have to clean the surface before using those rods, the oxidation on the surface wont let the rods( wet in )..use a stainless steel brush and make it shiny, heat the heavier piece first and rub the rod into the surface, it takes some practice , but works good once you get the hang of it...I use a small propane torch... I learned the hard way once that aluminum doesnt change color or give any indication of when it goes from a solid to liquid...I was trying to fix a paint gun part and it went from solid to a puddle....end result was buying a new paint gun...schit happens...
-
Re: Alumaloy?
Aluminum get slippery when approaching correct temp. So if you are scratching you will notice a change in slickness\resistance. You can also anticipate melting through if you use the slickness an an indicator of temp change.
Funny you would pose this question today. The alumaloy infommercials used to be very prevelant during these type holidays.
-
Re: Alumaloy?
From the look of your bead . It looks like you are hearing the filler. What torch are you using?
I don't this you have enough general heat.
In the infomercial the never show the torch. It takes a lot of heat.
If the temp is correct it will flow. The flame should not touch the filler.
I just ran a few beads with an o/a torch at reducing flame. On 3/4 sq tube 11g. Took a while to get to temp. But once there each side was easily flowed without flame.
I tested the part and it was cold with little flow into the joint. Literally one bead popped off intact.
Did a second joint and test. Fed the rod into the molten puddle at the joint. Destroyed the part with a hammer before failure. However not much flow into the joint. I guess joint design needs improvement.
Both were fillets with no space, clamps tightly.???
Photos would not load, too big?
-
Re: Alumaloy?
It's zinc -- and you're not welding, you're soldering.
I don't know what you plan to put into the tank, but dissimilar metals (like zinc and aluminum) will make a galvanic cell (like a battery) when in an electrolyte like water or a lot of other liquids. And the zinc will disappear over time, just like a zinc anode on the aluminum outboard motor that it protects.
I wouldn't go near the stuff, except for knick-knacks or something.
Last edited by Kelvin; 09-07-2020 at 10:31 PM.
-
Re: Alumaloy?
If you're making a fuel tank, Tig weld it.
-
Re: Alumaloy?
Thanks everyone for the input.
So, off the HF and grab their product.
I like it much better. Wired brushed as prep and scratched in the puddle once is started to flow. Doesn't wick in deep like like solder but looks to be pretty good wetting where you can get at to scratch it, you can see the wetting improve as you scratch to the bottom of the puddle.
This will be a filler cap for a gas tank so I'm not too worried about galvanic corrosion.
In previous tanks I have TIG welded the filler neck in. I've welded them from the outside and the inside. The trouble is if I weld inside the tank the weld can't be accessed in the event I have a pinhole (can only pressure test after full assembly) and access to weld can be problematic and limit the placement of the neck to an area I can get at to weld. The trouble with welding outside is the weld shows. It can be smoothed and blended but takes a lot time. I've also warped the tank shell around the neck welding from the outside. If you weld the neck in early this can be remedied but if you weld in after the tank is closed up your screwed. This process will let me braze in the filler neck late in the tank making process using minimal heat to avoid warping and would allow disassembly in end the threads in the neck are ever damaged.
-
Post Thanks / Like - 1 Likes, 0 Dislikes
-
Re: Alumaloy?
I know its not a weld but I will say one thing. Its harder than hell and seems to wear like steel. I used some of that to fix a worn out cowling hole on my plane long ago. All I had on hand was my turbo torch head which was a tad much. Anyway I got too close and slagged it before noticing it had come up to temp. So I filled it all in and eyeballed the location drilled. It ended up a tad off and I simply shot a screw in crooked on into the speed clip behind it. It was rubbing right into the fresh filled area . I left it to see just how long it would be until it wallowed out the hole.
400 hours later and it never touched it. Thats with a shakomatic Continental 4 banger no less. Harbor Freights special Chinesium rod and it worked like a charm. So simple to use too. I wouldnt put it on anything high pressure like Grannys nuke plant cooling lines but definitely on lower pressure projects.
That first pic definitely looks like it was too cold. It works just like soldering. When doing thick to thin or big to small concentrate most of the heat on the big casting and dont dab it in flow it in. If it aint flowin it aint quite right.
Sent from my iPad using Tapatalk
-
Re: Alumaloy?
Dye penetrant will tell you tell you if you have any pinholes. What's wrong with a nice Tig weld showing? Know a guy who's main business is building and repairing fuel tanks for semi's. All welding is done on the outside. If the filler gets damaged, cut it out and weld in a new one. I'd be curious to know if the DOT has specific construction requirements for fuel tanks???
-
Re: Alumaloy?
I get it. I go through the trouble to braze steel simply for a certain look or ease of cleanup.
-
Re: Alumaloy?
The HF product is hard enough to be a problem to sand smooth but you can wipe it smooth when it's hot with piece of fiber glass cloth. This shows after a wipe and a careful pass with an awl through the puddle.





 Reply
Reply