1G,2G,3G,4G,5G,6G are test positions for welder qualification tests.
Flat, Horizontal, Vertical, and Overhead are welding positions for production.
ASME Sec IX says
Groove welds may be made in test coupons oriented in
any of the positions in figure QW-461.3 or figure
QW-461.4 and as described in the following paragraphs,
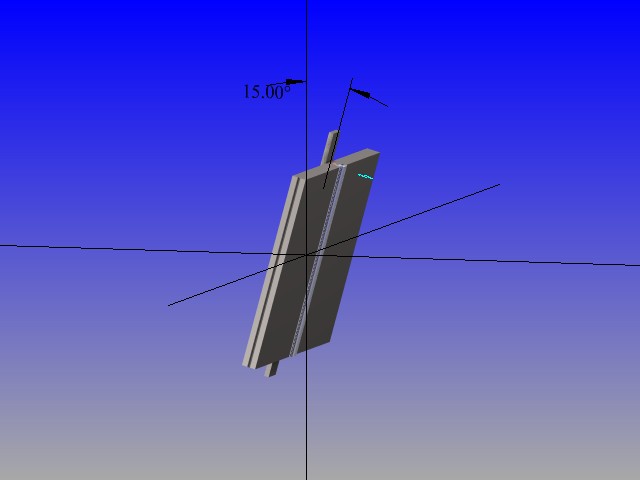
except that an angular deviation of ±15 deg from the specified
horizontal and vertical planes, and an angular deviation
of ±5 deg from the specified inclined plane are permitted
during welding.
Based upon this statement, an inspector allowing a deviation from the "True" axis is not allowing something outside the allowance of the ASME Boiler and Pressure Vessel Code Sec IX 2007 edition.
A welder takes a test in the 3G position (Which allows for a 15 degree tilt as indicated by sec IX) is qualified to weld in the Flat and Horizontal Position.
The test positions such as 3G are NOT the same as the production welding position "Vertical". Below is part of the chart used to determine the actual WELD position.
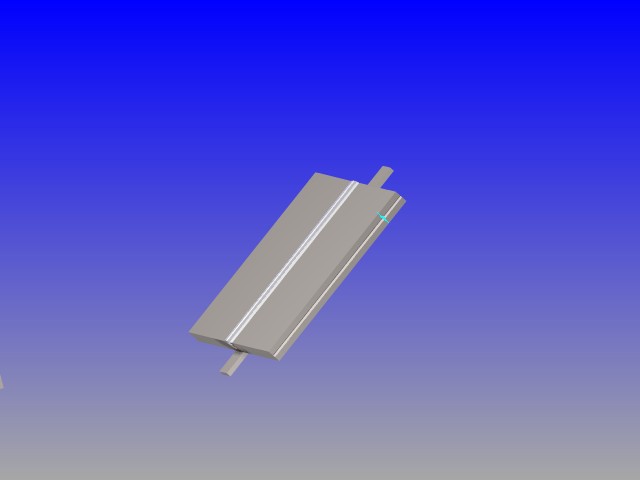
For example, a person takes a test 3G and his papers indicate he is qualified 3G and 1G. He has a weld to make inclined 45 degrees as shown below. That position is NOT 3G or 1G. It is still vertical yet his papers don't reflect that because the person completing the document incorrectly referred to the range of qualification as 1G,3G instead of Flat, Vertical.
There is a little more detail on my page at
http://weldingdata.com/testpositionsVSWeldPositions.htm .
Gerald Austin