




 Reply
ReplyFist off I use 1/16 tungsten for exhaust. Second, 35 amps is what I usually run. I will try to find a pic of the last ss exhaust I welded.Also I use .035 filler, anything bigger is gonna look like crap.

 WeldingWeb Apprentice
WeldingWeb Apprentice

Happy holidays weldingWeb'ers,
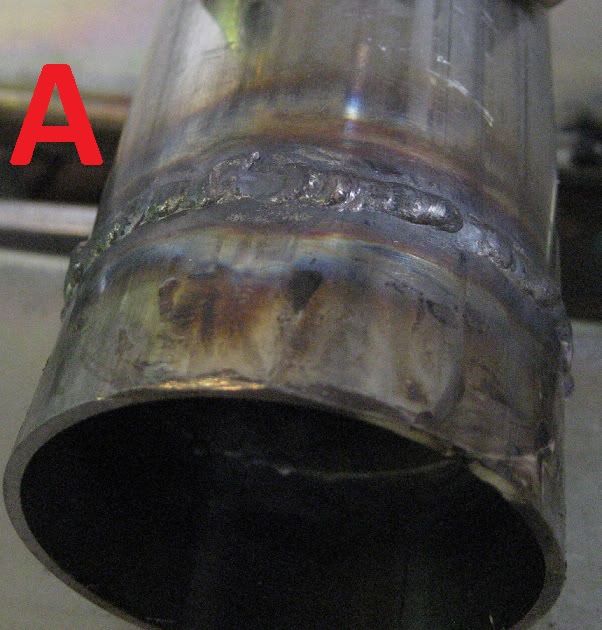
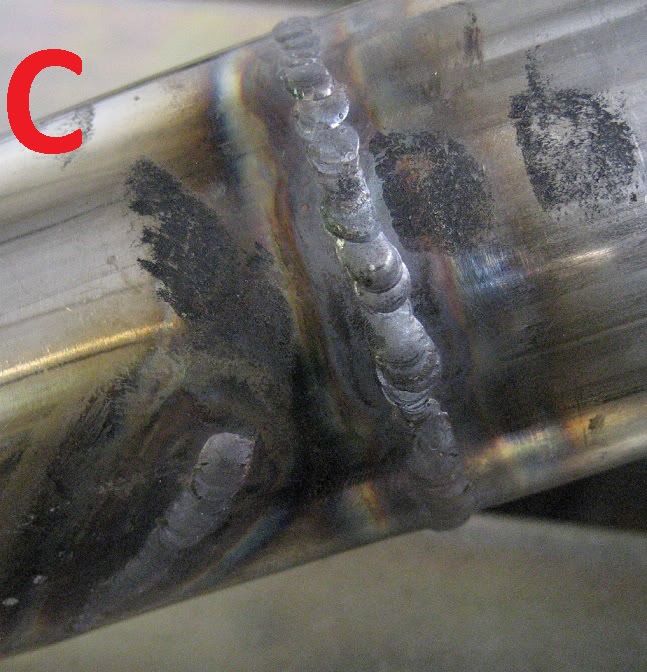
I've been trying to weld some stainless steel exhaust pipe (ebay brand) with 316L rod, but I think something is wrong with my settings, technique, or torch setup because all my welds look like crap :? . Can you guys please critique my weld with tips on how to make them better?
Prep: Stainless Steel Brush on surfaces w/ acetone + paper towel cleaning.
Tungsten: 2% lanthanated (3/32 size), sharpened to a point
Amps: 40 (also tried pulsed @ 40/20)
Gas: 100% Argon
Torch: Air cooled Everlast
Torch Flow: ~7-8 L/min
Back Purge: ~2.2 L/min through the pipe
Tungsten protruding distance from #7 EverLast cup = 4.32 mm
Last edited by TheMeatHead; 12-25-2011 at 05:05 PM.
WeldingWeb Craftsman
Fist off I use 1/16 tungsten for exhaust. Second, 35 amps is what I usually run. I will try to find a pic of the last ss exhaust I welded.Also I use .035 filler, anything bigger is gonna look like crap.
WeldingWeb Foreman
Looks like you have either a gas problem (check for leaks, verify you have gas leaving the torch) or your on the wrong polarity (is DC+ instead of -) IMO. That looks beyond oxygen contamination from too much heat.
WeldingWeb Apprentice
Thanks for your input guys! How do you guys have your pipe setup when back-purge welding stainless steel pipe like this? (Do you rest your arms on the table? How is your ground clamp implemented?) Lastly, are there any cups better than the Everlast #7 ones you recommend for this SS pipe tig welding?
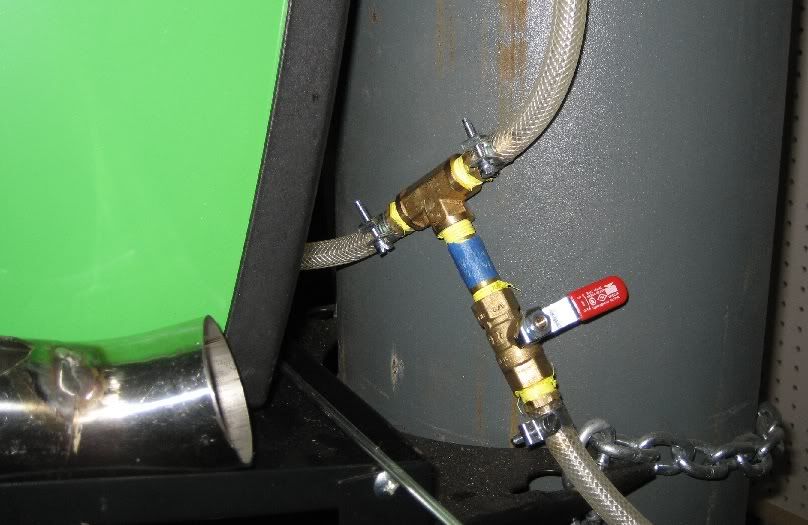
Here is my "from da hood" back-purging setup that I measured with the flow meter to make sure flow was accurate:
WeldingWeb Journeyman
Do you have 2 seperate regulators for purge and shield gas ? Try 1/16 electrode and weld very slowly - wait on the puddle and dont be in any hury - easy to get to hot on SS. You shouldnt be getting all that black sooty crap arround the edges. Try turnig gas up or try a gas lense with a big cup. What does your tungsten look like after you run a bead and get that soot ? Is the tungsten crapped up dirty ?
If yes- you must be getting air to it somehow.......
You could gas weld it if you needed to you know ! - but I know you want to get the Tig working.
Tim
ps I notice when I use solvents with papertowels - I get white pigment leaching out of the towel in the solvent that wipes out across the metal surface. use a lint free indsudtrial paper wipes like chemwipes. -if you want to be anal-clean
Last edited by jethro; 12-26-2011 at 03:19 AM.
 WeldingWeb Tradesman
WeldingWeb Tradesman
to make it short, you can't weld . it's not a rant it's the truth.
now some observations,
1. tungsten too big, (some can use 3/32 even with lower amps but it's more difficult to control the puddle)
2. 40A is too low for 2mm wall , try 55-60 with a 1/16 filler, some will weld at lesser amperage but offcourse they only want rainbow/straw looking welds that take forever to make.
3 the black sht you have all over the weld is mostly done by overheating(slow travel speed) , torch angle and tungsten distance from weld pool, a bigger cup will help but won't do miracles
4 If this is a hobby project , wire brush it and mount it on the car, it's good enough, If you take money for it go to a welding course
--------------------------------------------------------------
www.becmotors.nl
yup, I quit welding.. joined welder anonymous
 WeldingWeb Craftsman
WeldingWeb Craftsman
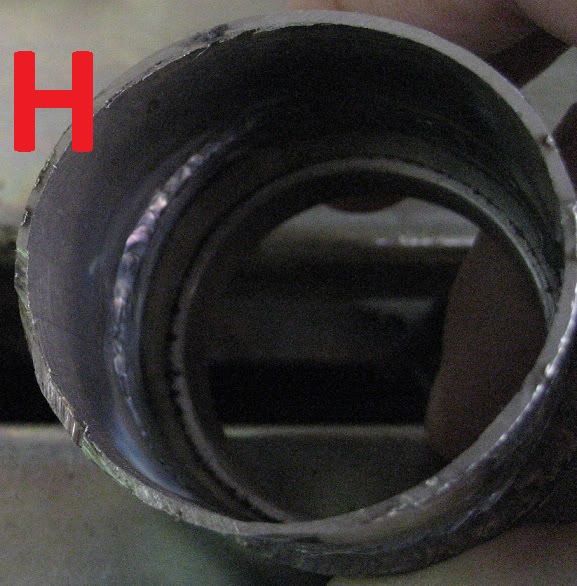
looks to me like to much heat (amps) and horrible cleaning of the base material i don't see any pictures of the ID
Miller Xmt 350
Lincoln Ln-25
Ahp 200x
Smith Gas Mixer AR/H
Tig is my Kung Fu
Throwing down dimes and weaving about
Instagram http://instagram.com/weldor_wes
WeldorWes@WcWeldingLLC.com
WeldingWeb Tradesman
Hey, Meathead. well, you need more practice, but that's yesterdays news.
You're clearly getting some kind of **** contaminating your welds.
Was that black sooty stuff there before you welded it?(i doubt it) Going too slow may cause droopy, over-oxidized welds,but it certainly isn't going to cause a black, sooty, sticky buildup. Looks like you were cutting it with an oxy-fuel torch not TIG welding...
Use an angle grinder with a sanding disc, don't settle for wire brushing by hand.
Why are there fingerprints on there? Do you have grease and oil,or anti-spatter compound on your gloves? Buy some dedicated gloves for doing TIG work, maybe.
Try using a clean cloth rag, not a paper towel. Maybe your paper towels have got something in 'em. It might be there's some kind of protective enamel and the acetone simply isn't cutting it.
- the contamination may be INSIDE the tube where you're not cleaning it. Give the inside a good scrubbing too.
Try getting a length of tube from a different supplier.
Those gas tubes you're using look like water hoses, not tubes designed specifically for welding gases. Where did you get them? Water tubes often have compounds called plasticizers, as well as release lubricants on them. If the hoses have a detectable smell, maybe you should think twice, that's offgassing. Go to a welding supply store and get some bona-fide welding gas tubing.
Hope this helps some.
Last edited by Joshfromsaltlake; 12-26-2011 at 05:44 AM.
WeldingWeb Foreman
Maybe I missed it, but what kind of stainless is that? 409?
Can you set up a lap-joint and see if that goes any better for you?
IW Local 580 NY, NY
WeldingWeb Apprentice
Rest your welding hand on the work, the travel needs to be smooth, if adding filler try to keep the end of the filler in the argon envelope as it will tarnish and then add the tarnish to the puddle contaminating the weld.
I have only made a few exhaust systems, most of my work was purged dairy tubing .0625 wall (works good for exhaust systems) and I welded them without filler and 100% penetration and never had a failure of any kind.
I think you may be moving the torch around too much and disrupting the argon flow and causing a lot of the contamination.
Cut some coupons and practice on getting your travel smooth and the heat correct, and if using filler keep it in contact with the base metal or at least in the argon envelope while its hot.
Tigging is not hard to do but does take a lot of practice to get proficient at it.
Merry Christmas and a Happy New Year!!
Last edited by popspipes; 12-26-2011 at 10:47 AM.
mike sr
WeldingWeb Apprentice
Hey Guys,
I only have the standard single regulator and flow meter that came with the EverLast PowerTig 225LX machine. The T-Fitting you see is after the flowmeter.
I used aluminum tape on the pipe inlet with small hole for the argon-purge tube, then on the outlet I use aluminum tape with a small slit for the argon to exit. But, my grounding clamp does not fit around 2-inch pipe. So when you're backpurging stainless steel pipe like this, how do you mount your grounding clamps?
I've seen in a video where some guys stick a rag in the pipe inlet that can fit the argon-purge tube and grounding clamp, is this how most of you do it too?
In the meantime, I'm trying your suggestions!
 WeldingWeb Tradesman
WeldingWeb Tradesman
I'm new to all this but I don't see how you know you're getting the flow you need to your torch with the purge line T'd in between the flow meter and your torch? I always thought the purge line needed its own regulator/flowmeter.
Safety 3rd
Gump
WeldingWeb Craftsman
Don't overthink the purge.Just make sure your outlet is as big as your inlet. I check my purge with a cigarette lighter, if it blows out the flame your good to go.Please don't listen to donoharm because he is flat out wrong,stainless welds are suppose to be shiny and have color period.55 amps is WAY to hot and believe me at 35 amps it isn't slow going.ne Cleanliness is everything and you need to get more comfortable so you can be more steady.Do yourself a favor and try some smaller filler and do as pops suggested and keep your filler under argon coverage at all times.I believe that is your biggest issue.Keep practicing. One more thing,if donoharm feels he is giving good advise he will post pics of his stainless exhaust welds.Originally Posted by TheMeatHead

WeldingWeb Apprentice
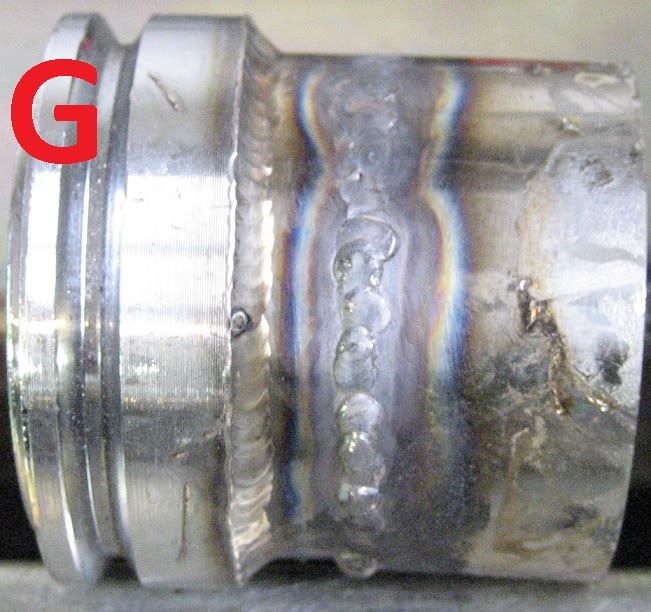
I have a few more pics for you, these are homemade purge plugs of various materials.
The regulator setup is a single regulator with two Smith flowmeters, one to the torch, one to the purge line.
The plugs shown in a 2" x .0625 wall stainless tube ready to weld.
The purge plugs are homemade from arma -flex insulation and aluminum foil.
mike sr
 WeldingWeb Artisan
WeldingWeb Artisan
Several problems.
The first problem that you have is that the filler wire is too large in diameter.
If the tube is .060
The grey color weld is from too much heat.
The filler wire needs to be .045 but most welding stores do not carry that small diameter filler wire in stainless.
You have to order it and wait for it.
almost all the stores only sell 1/16 filler wire in stainless. Only good for pipe welding. Not thin tubing.
I know because I welded thin stainless tubing for 11 years on a daily basis. .049 tubing and .060 tubing.
Use a 3/32 tungsten and set the WELDING MACHINE amperage on about 150.
With the foot pedal you will only be using about 1/3 or less. About 35 amps.
But if the welding machine is set at 35 amps you would have to push the pedal all the way down when you start. No good.
You need a range you can get more or get less while you are welding.
Make sure you tack the tubes together before fully welding.
And they must be clean-no oil.
Forget about pulsing . You already have enough going on.
You would use pulsing on a tube in a rotating welding positioner.
Also two more secrets.
Use a gas lens on your torch and use a welding glass magnifier at least 1.50
It does not matter how young you are. You want good welds right?
Last edited by Donald Branscom; 12-26-2011 at 11:58 PM.
AWS certified welding inspector
AWS certified welder
WeldingWeb Apprentice
a couple more pics.
I used approximately 48 amps dc on 2" x .0625 tube purged.
purge about 5 cfh, no pressure in the tube just flow thru it. (cigarette lighter test as Showdog said)
approximately 10 to 15 cfh on the torch #7 cup.
3/32 tungsten, I used it because of durability, .040 would handle the current fine as well.
In later years I used the gas lense exclusively (better gas coverage)
I never worried much about the color, as penetration was the prime concern, if it could be cleaned up with a ss brush when warm it was usually a good weld.There are exceptions to everything, the key is a lot of practice.
A good bench welder is one thing, it is entirely different when on a lift, in a tight corner close to a wall hanging with an arm or leg left handed etc
I am glad to see that you want to learn and are seeking advice and willing to listen, thats half the battle, keep it up.
If i missed something just ask, I do have a few miles on me and my mind isnt as sharp as I would like it to be ha!
mike sr
WeldingWeb Artisan
[quote=popspipes;591556] Shortened.
It is not a pipe. It is a tube.
That is a very important distinction.
A Tube is measured by the O.D. It is usually within |+ or- .002 of the measurement listed.
A Pipe is measure by the INSIDE diameter and can be .025 larger or smaller than what is listed on the inside.
The outside is as thick as the "schedule" given.
Last edited by Donald Branscom; 12-27-2011 at 12:14 AM.
AWS certified welding inspector
AWS certified welder
WeldingWeb Artisan
When you say "316L "rod" you may lead the viewer to believe you are stick welding.
It would be better to say 316L FILLER wire and give us the thickness you are using.
Then the view knows you are TIG welding.
AWS certified welding inspector
AWS certified welder
 WeldingWeb Foreman
WeldingWeb Foreman
Most of the time I'm working on a bench and clamp the tubing in a small drill press vise . . . leaving the ends free. Under the car, you could use a c-clamp on the tubing and attach the ground to that.
Dynasty 300DX
Smith He/Ar gas mixer
MM350P
Hobart Handler 120
Smith LW7, MW5, AW1A
WeldingWeb Artisan
When you say "316L "rod" you may lead the viewer to believe you are stick welding.
It would be better to say 316L FILLER wire and give us the thickness you are using.
Then the view knows you are TIG welding.
" I've been trying to weld some stainless steel exhaust pipe " TUBE not pipe.
AWS certified welding inspector
AWS certified welder
WeldingWeb Artisan
If you're going to be a pain-in-the-*** and get all technical, you may as well get it correct. By saying "rod" he is technically correct, as TIG filler material is spec'ed ER (electrode rod) Simply saying "filler wire" could refer to MIG/TIG or Stick, as they all use a filler wire of some sort.
I could also point out that 1/16" rod is perfectly acceptable, as I use it on a regular basis. But I wont bother, because you've done this every day for 11 years.
Have we all gone mad?
WeldingWeb Apprentice
Another thing I do is use ss mig wire inserted into a piece of 1/16" copper tube about 18" long, really works nice on the small filler wire, takes out the curl.
I use it mainly on .023 steel wire for thin gage steel parts now.
I usually attached the ground to the table or to the rigid pipe vise that I used for portable work.
I used a pair of modified vice grip pliers to ground to the tube if needed.
Last edited by popspipes; 12-27-2011 at 12:51 AM.
mike sr
 WeldingWeb Artisan
WeldingWeb Artisan
Correct me if I'm wrong,but can't he use Solar flux on the inside of that and eliminate the purge?
It's an exhaust, not inlet tube, so any debris that falls off the inside isn't gonna break anything?
No?
TA Arcmaster 300
CM3
XMT 304
S22P12 suitcase feeder
X-Treme 12VS
Optima pulser
TA161S
Maxstar 150STL
Hypertherm PM45
OP setup
Stihl 020AVP, 039, 066 Magnum
 Master Welder
Master Welder
Don't take me too seriously
ER70S-6 Is Electrode ROLL 70S-6
Tig filler is E70S-6
Look it up
David
Edit, I just went to ESAB and Lincoln and they list tig wire as ER..........
Up for debate in another thread.
Last edited by David R; 12-27-2011 at 06:54 AM.
Real world weldin.
When I grow up I want to be a tig weldor.
WeldingWeb Craftsman
Where are you located Meathead? If your close to Chattanooga, TN I would be willing to help you out.
Posting Permissions
")
