-
Welding sheet metal
Hi Peeps,
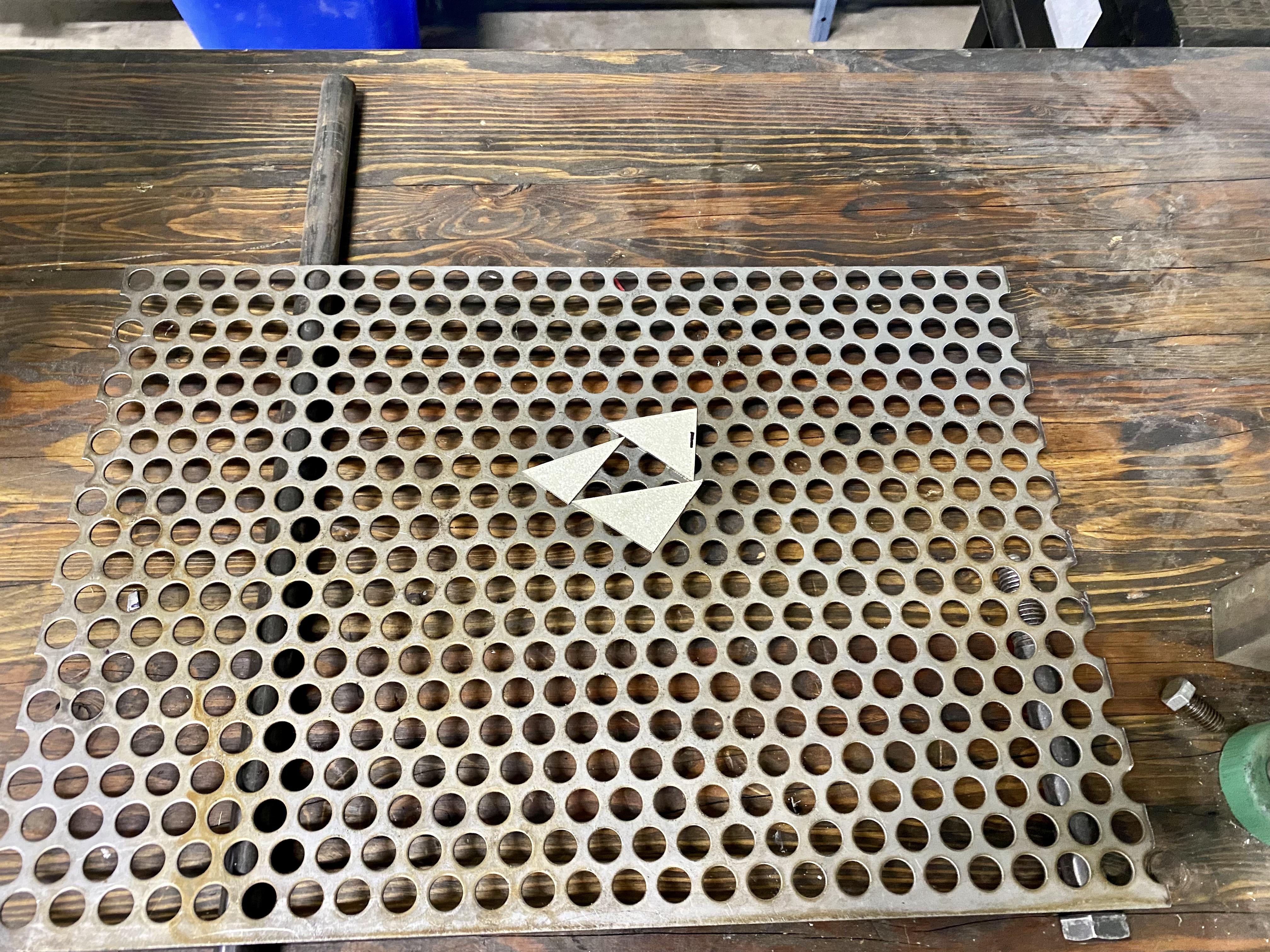
I'm MIG welding a privacy screen (5' x 5') with some artsy triangles made out of 12 gauge cold rolled steel. My thought is to spot weld at each location where the triangles touch, including the frame, and call it done. Any suggestions on how to keep the entire 'sheet' of triangles flat as I weld this? I included a photo (still in process with a rough layout as I continue to cut more triangles). The goal is to have each triangle touching on all three corners.

-
-
Re: Welding sheet metal
First time I did something like this I used an oxy/acetylene torch.
Other times I tig spot welded - just a short blast of amps.
If I were to mig, I would do some tests to see what works and what doesn't.
Testing on scrap is always faster than fixing the item if messed up.
Dave J.
Beware of false knowledge; it is more dangerous than ignorance. ~George Bernard Shaw~
Syncro 350
Invertec v250-s
Thermal Arc 161 and 300
MM210
Dialarc
Tried being normal once, didn't take....I think it was a Tuesday.
-
Post Thanks / Like - 1 Likes, 0 Dislikes
-
Re: Welding sheet metal
Sorry, I am not addressing the question but I would hate to fall through it.
Jack
-
Re: Welding sheet metal
An aluminum backer plate would help with burn through and warpage. I used to have an 1/2" thick aluminum top table that worked great for stuff like that. Using your spot timer. if you have one. is also helpful.
HTH
Regards
Airco 250 ac/dc Heliwelder Square wave
Miller Synchrowave 180 sd
Miller Econo Twin HF
Lincoln 210 MP
Dayton 225 ac/dc
Victor torches
Snap-On YA-212
Lotos Cut60D
Primeweld 225 ac/dc
Primeweld mig180
Miller AEAD-200
-
Re: Welding sheet metal
I'll definitely practice on some scraps. I don't want to vaporize the narrow points. I like the idea of aluminum underneath but I don't have any, maybe something to look to though. Because it is 5' x 5' I assumed I have to weld it while it's laid out on the floor. I guess I can put heavy scraps of steel on top of the pieces to keep them from buckling while welding. I don't have a spot timer (Millermatic 175) but I'll practice the timing.
Thanks for your thoughts.
Jack, I guess I can call it a privacy AND SECURITY screen. 
-
Post Thanks / Like - 1 Likes, 0 Dislikes
-
Re: Welding sheet metal
Good luck 
That will certainly move and warp.
probably gonna need some hammering afterwards
Ed Conley
http://www.screamingbroccoli.com/
MM252
MM211 (Sold)
Passport Plus & Spool gun
Lincoln SP135 Plus- (Gone to a good home)
Klutch 120v Plasma cutter
SO 2020 bender
Beer in the fridge
-
Re: Welding sheet metal
Have you considered your design as an overlay on expanded metal or perforated sheet?
It may not be the look you are trying to achieve but would provide structure and flatness.

. 
Sent from my iPhone using Tapatalk
:
-
Post Thanks / Like - 3 Likes, 0 Dislikes
-
Re: Welding sheet metal
You mentioned welding on the floor... make sure the concrete is protected or you'll cause air pockets in it to burst and blister the surface in your shop.
250 amp Miller DialArc AC/DC Stick
F-225 amp Forney AC Stick
230 amp Sears AC Stick
Lincoln 180C MIG
Vevor MIG 200A
Victor Medalist 350 O/A
Vevor Cut 50 Plasma
Les
-
Post Thanks / Like - 1 Likes, 0 Dislikes
-
Re: Welding sheet metal

Originally Posted by
whtbaron

You mentioned welding on the floor... make sure the concrete is protected or you'll cause air pockets in it to burst and blister the surface in your shop.
Or smack you in the face. Saw a guy cutting 7/8" rebar nearly lose an eye from concrete spall. I told him so.
-
Post Thanks / Like - 2 Likes, 0 Dislikes
-
Re: Welding sheet metal
I see you have a couple triangles not touching anything. No way to weld them to anything. 12 gauge is fairly substantial I think. You need a flat table with preferably a metal top. Spray some anti-spatter down and use some fairly strong magnets to hold the triangles to the steel table top. Just use small quick tacks. They won't have a lot of strength though. Could you run 1/8" flat bar vertically across the back evenly spaced and tack the triangles to those? You could have them all tacked perfectly flat but it wouldn't last long. I think it would be super flimsy the way it is. Would have been better to start with 12 gauge plate and leave it one piece with the triangle shapes cut in it.
-
Re: Welding sheet metal
Or how about welding flat bar on edge (within your frame) and tacking your triangles to it. They would no longer have to touch and you may be able to achieve a more pleasing pattern.

Sent from my iPhone using Tapatalk
:
-
Re: Welding sheet metal
Ive done similar stuff and had problems with "flatness". I would tack weld at the connection points and smack it with hammer then flip it over an repeat. Metal pulls in the direction of the weld , but some adjustment with a hammer on heavy steel table will get it close.
We've done so much, for so long, with so little. Were now qualified to do anything with nothing !
-
Re: Welding sheet metal
Lis2323, using flattened expanded metal seems the best to me. I would definitely ground each piece separately. One common ground could result in arc jump and spatter.
Using a third arm with small ground clamp attached would hold piece where you want it. I posted my small ground clamp before and think this would definitely make it easier .
Tacking the points could be challenging. You'll probably get discoloration and even penetration showing on bottom side.
-
Post Thanks / Like - 1 Likes, 0 Dislikes
-
Re: Welding sheet metal
Originally Posted by
Lis2323
Or how about welding flat bar on edge (within your frame) and tacking your triangles to it. They would no longer have to touch and you may be able to achieve a more pleasing pattern.
Sent from my iPhone using Tapatalk
Flat bar on edge was what I was trying to suggest too.
-
Post Thanks / Like - 1 Likes, 0 Dislikes
 BD1
BD1 liked this post
-
Re: Welding sheet metal
You should be able to use any flat area and draw your frame out in soap stone and weld them up. Its 12 ga after all. Pretty heavy got just tacks.
Sent from my SM-G960U using Tapatalk
-
Re: Welding sheet metal
You could also layout how you want it to look, then have it plasma or laser cut out so all the pieces are already joined together. Dunno how bad that might warp either.
-Dave
XMT304 with: 22A Feeder, or HF251 Hi Freq DC TIG air cooled




 Reply
Reply







